品質検査
Quality - Inspection
品質検査は大きくふたつに分けられます。非破壊検査と破壊検査です。方法はそれぞれ違いますが、硬度・割れ・曲りについて、
依頼された内容と相違ないかを検査確認し、必要に応じて、検査表の発行を行なっております。

表面硬度測定
下記の測定器を使い、硬度の測定を行います。
ロックウェル硬さ試験機
ロックウェル硬さは、ダイヤモンド圧子を用い、圧子の侵入深さの差によって求めます。全試験力の加重が60kgfのものをロックウェルA(HRAで表示)、150kgfのものをロックウェルC(HRCで表示)と言います。
ショア硬さ試験機
ショア硬さは、試料の試験面上の一定高さから落下させたハンマのはね上がり高さで求めます。

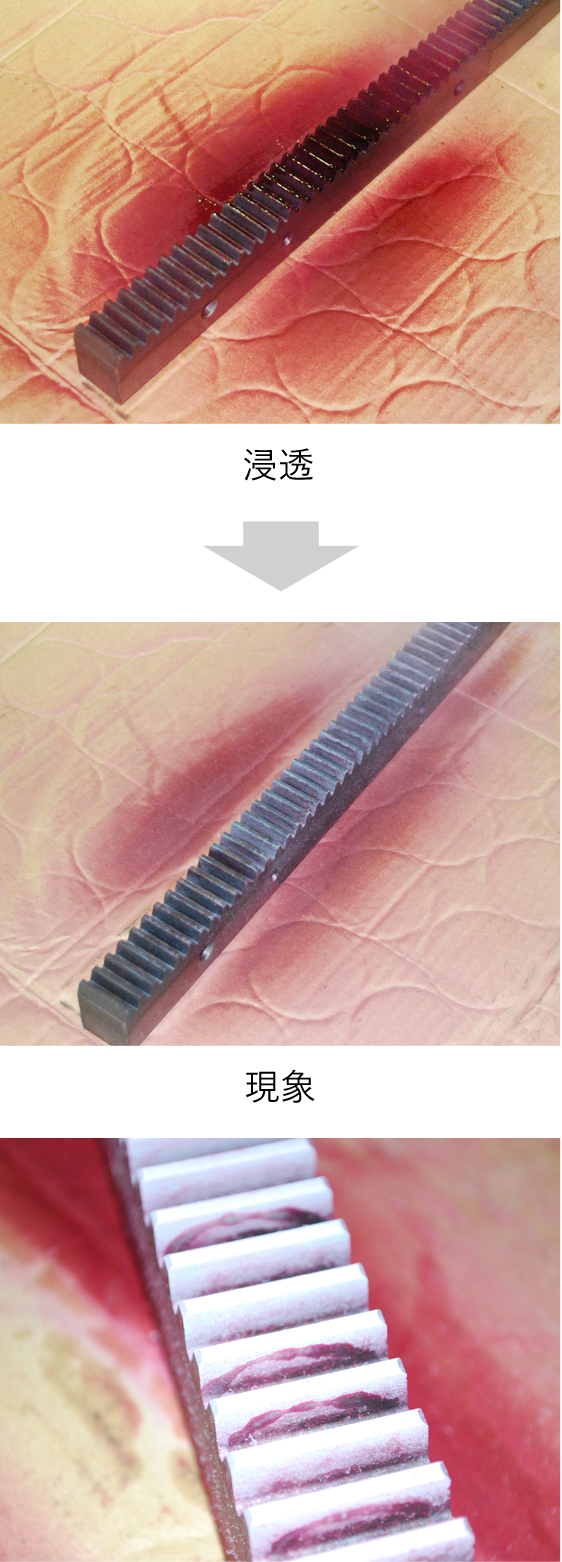
浸透探傷検査
試験体の表面に浸透液を浸透させ、洗浄処理した後、
現像液で浸透した浸透液を浮かびあげて、
クラックの有無の検査をします。


磁粉探傷検査
試験体を磁化し、表層部にきず(クラック)が存在することで生じる磁極に、磁粉を吸着させて漏洩磁束を観察します。


マクロ組織試験

鋼の断面を、バフで琢磨仕上げによって鏡面状態にします。
腐食液を用いて組織を現出させて、焼き入れ硬化層を観察します。
確性検査
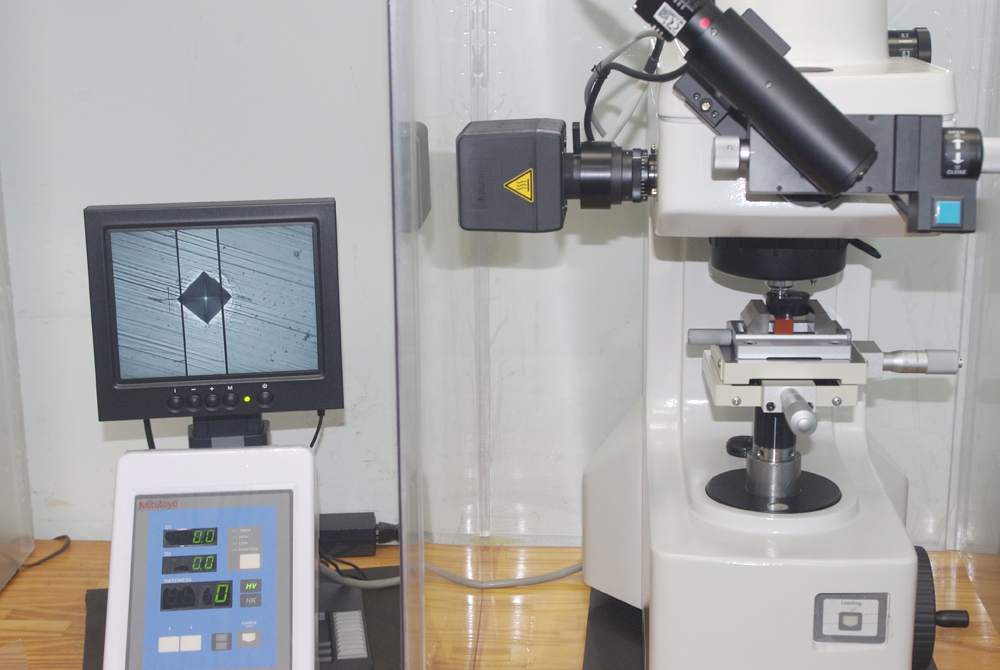
ビッカース硬さ試験は硬化層を確認するのに有効です。
鋼の断面を、バフで琢磨仕上によって鏡面状態にし、対面角136度のダイヤモンド四角錐圧子で試験面にくぼみをつけたときの試験荷重と、くぼみの対角線から求めたくぼみの表面積で硬さを算出します。
組織写真
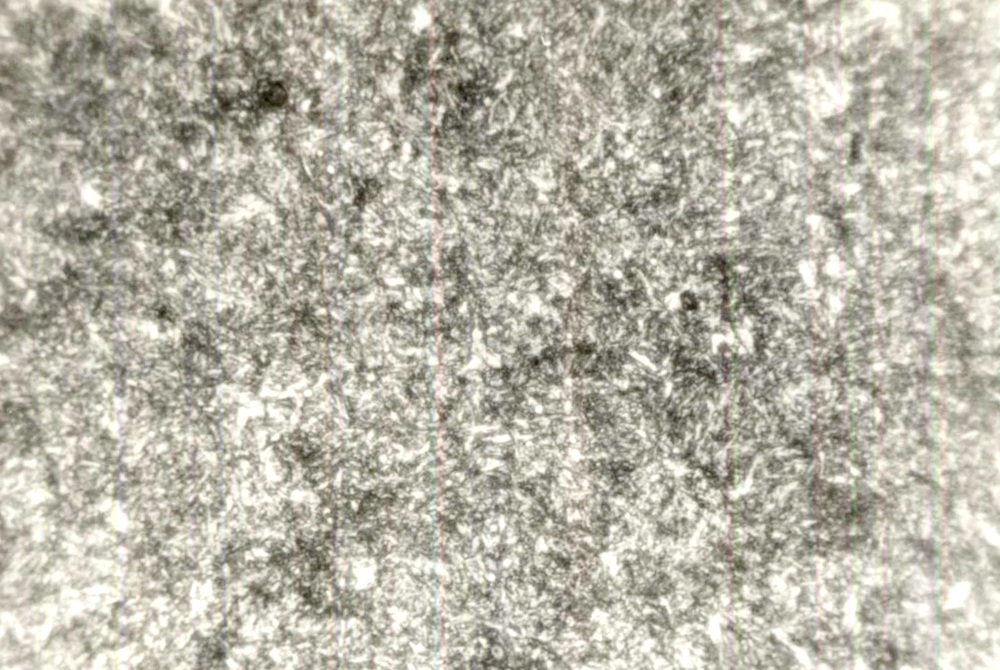
ソルバイト
顕微鏡を用いて金属組織を微視的に観察します。
材料のさまざまな性状が判断できます。