高周波以外の熱処理
Heat - Treatment
金属材料をその使用目的に沿って生かして使おうとするとき、
必ず何らかの熱処理が必要です。焼きならし(焼準)、焼きなまし(焼鈍)
調質など素材に施す熱処理から、使用上必要な硬度や耐摩耗性を得るためのソルト焼入れ、真空焼入れ、浸炭焼き入れ、軟窒化や折出硬化、経年変化を抑制するサブゼロ処理、メッキ時の水素の均一拡散や脱水素を行うベーキング処理等、焼き入れ焼き戻しの熱処理にとどまらず、幅広い熱処理を行っています。
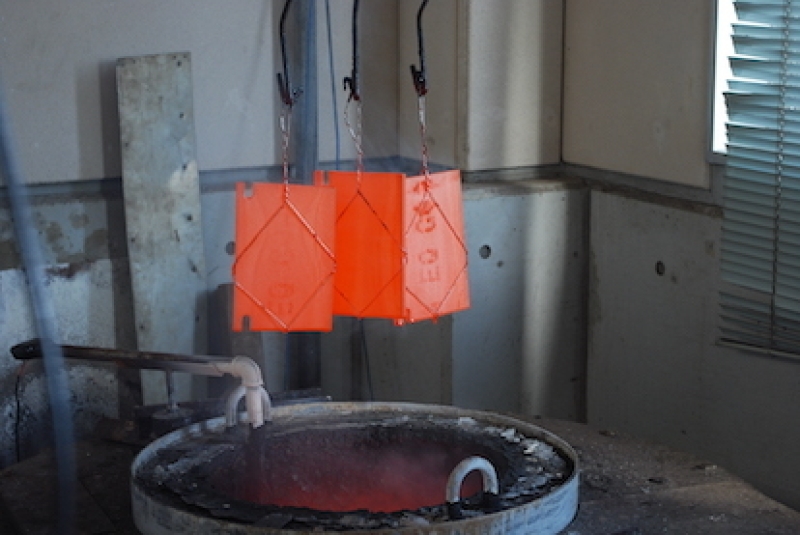
ソルト焼入れ

加熱・冷却・中間温度保持など、用途により融点の異なる原料(硝酸塩・塩化バリウム等)を使用した塩浴剤を加熱して溶かし、その中で製品を処理します。
弊社では、中温用塩浴剤をポット状の容器に入れ、間接加熱をして処理を行っています。製品全体に徐々に焼きが入るので、焼割れや変形が生じにくい焼入れです。
真空焼入れ

真空中(減圧下)の炉で加熱・冷却の操作をする熱処理です。
焼入れは窒素やアルゴン等の加圧ガスによる急冷、または減圧下での油冷により行います。
表面の高温酸化及び脱炭を防止し、表面光輝状態を保持しながら熱処理ができます。
浸炭焼入れ

浸炭性のガスや浸炭剤の中で加熱することで、製品表面の炭素量を高めたのち焼入れする熱処理です。
SCM420等の低炭素合金鋼や低炭素鋼に処理を行うと、内部は低硬度で焼入れによる膨張量が表面部より少なくなりますので、耐摩耗性と疲れ強さが向上します。
軟窒化
塩浴軟窒化とも呼ばれ、シアン酸塩を主成分とする塩浴剤を用い、ガス窒化と比較して短時間(0.5~3時間)で窒化と浸炭が行われます。鋼種を問わず処理が可能で、耐摩耗性、耐かじり性の向上が見込まれます。
調質

製品全体を鋼種に合った焼入れ温度まで加熱した後、比較的高温(約400℃以上)で焼戻す操作を調質といいます。
耐摩耗性と疲れ強さをバランスよく得ることが出来ます。また、焼戻し温度が高くなる程、得られる耐摩耗性が低下し、疲れ強さが向上します。
焼鈍

焼鈍は鋼の軟化、冷間加工性、被削性の改善、内部応力の除去、合金成分の拡散均一化、ガスや不純物の放出または拡散を目的とするもので、その目的によりさまざまな方法で行われています。
折出硬化
SUS630やSUH660のようにニッケル・銅・アルミニウム等が加えられたステンレス鋼に対して、規定の温度に加熱・保持・冷却し鋼材内に金属間化合物を生成させることで起こる硬化です。
耐食性および高強度が要求される場合に用いられます。
サブゼロ処理

処理物を0℃以下の低温度に冷却する操作です。寒剤にはアルコール+ドライアイス(-78℃)と、液体窒素(-196℃)が主に使用されています。硬さが上昇し、耐摩耗性や焼戻し後の機械的性質が改善されます。
また、経年変形やじん性の低下・起き割れの減少を目的とする場合もあります。
ベーキング処理

素材のひずみ除去・メッキ後の母材中の水素の均一拡散・脱水素等を目的として100~300℃に加熱する操作です。
メッキ後の研磨割れ防止等に効果があります。
可能な熱処理一覧
- ・高周波
- ・ソルト焼入
- ・真空焼入
- ・軟窒化
- ・窒化
- ・フレームハード
- ・析出硬化
- ・アニール
- ・ベーキング
- ・サブゼロ処理
- ・真空浸炭
- ・浸炭窒化
- ・ダブルテンパーリング
- ・応力除去焼鈍
- ・球状化焼鈍
- ・真空析出硬化
- ・ガス窒化
- ・真空なまし
- ・浸炭のみ
- ・磁気抜き焼鈍
- ・焼準
- ・応力除去焼なまし
- ・固溶化処理
- ・アルマイト処理
- ・デフリックコート処理
- ・T6処理
- ・浸炭焼入
- ・光輝焼入
- ・調質
- ・完品調質
- ・テンパーリング
- ・時効硬化処理
- ・歪み取り焼鈍(歪み取りテンパー)
- ・プレステンパ
- ・浸硫窒化
- ・真空固溶化処理
- ・イオン窒化
- ・浸硫焼入
- ・高周波なまし
- ・高周波ズブ焼き
- ・T.D処理
- ・中周波
- ・低周波